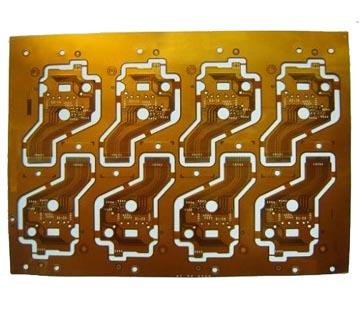
柔性電路板在生產過程中,為了節省成本,提高生產效率,縮短生產周期,都會才有拼版的方式生產,而不是單片生產。在柔性電路板拼版時,需要遵循幾條原則。
1、在各工序可生產的前提下,電路板拼版盡量"擠"。所謂“擠”,就是縮小相鄰板與電路板之間的距離,從而減少整個拼版的尺寸,節約生產材料,從而降低生產成本。
2、單片板之間間距至少大于2.5mm。首先,這是為了滿足放置定位孔的需求,在批量生產過程中,成型一般采取模沖的方式,為了增強模沖精確性,在拼版內每片之間,需要放置定位孔,以免模沖偏位,導致柔性電路板報廢;在樣品生產過程中,一般使用激光切割成型,為了避免微偏,防止出現一片偏而整張偏的情況,單片之間也不能直接相連,從而使其兩兩互不影響。
3、柔性電路板拼版需添加蝕刻字符,對拼版尺寸、數量等進行簡單說明,從而便于后續生產中核對與校驗。
4、整個拼版四角增加定位孔,并選擇一角標注不同定位孔,便于后續工序生產中保持方向一致,從而不至于導致封膜貼返,字符印返等情況。
5、拼版寬度固定為250mm,長度盡可能也在250mm以內。拼版尺寸越大,偏移越大,生產精度越差,成品不良率越高。
看完前面,大家應該多少了解的差不多了,下面簡單和大家介紹下柔性電路板拼版的三種方式。
1、常規拼版。直接按單片的方向陣列拼版,最適合外形規則的柔性電路板拼版,如長方形、正方形、圓形、橢圓形等;
2、斜拼。將單片進行一定的傾斜,然后陣列,從而最大程度上利用拼版空間,如有弧度的條形、折形等;
3、倒扣拼。即把單PCS一正一反組合在一起拼板。